不锈钢水箱常见的有不锈钢消防水箱,方形组合式水箱、立式圆形水箱、卧式圆形水箱。采用SUS304、SUS316L、SUS444等不锈钢板,冲压成型。一般冲压成三种尺寸,分别是1x1米、1x0.5米和0.5x0.5米三种,周边用钨极氩弧焊接,具有强度高、重量轻、成本低、环保卫生等特点。制造标准为国家建筑标准12s101设计图集。
不锈钢水箱常见类型包括:
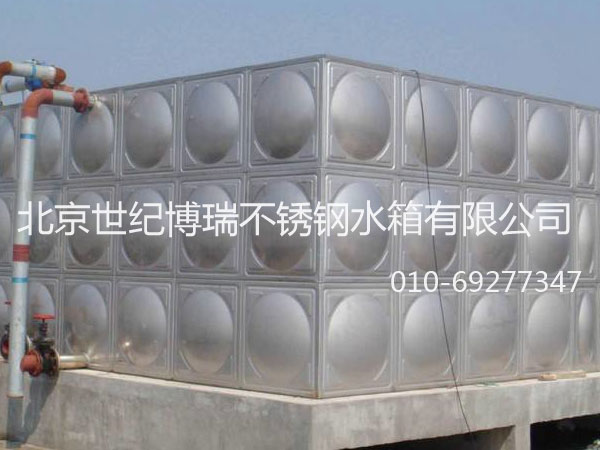
不锈钢消防水箱
方形组合式水箱
立式圆形水箱
卧式圆形水箱
采用 SUS304、SUS316L、SUS444 等不锈钢板冲压成型,一般冲压为三种标准尺寸:
1×1 米
1×0.5 米
0.5×0.5 米
周边采用钨极氩弧焊接,具有强度高、重量轻、成本低、环保卫生等特点。制造标准为国家建筑标准 12S101 设计图集。
适用于对水质要求较高的场所:
大型宾馆饭店、机关、公寓、科研教学楼
食品加工、医疗卫生、电子工业等
注:水中氯离子(Cl⁻)含量高者慎用。
材质优良:采用 SUS304 不锈钢板材,物理化学性质稳定,对水质无污染,保证水质清洁卫生
外形美观:冲压成型,强度高、重量轻、外型整洁、美观高雅
表面光洁:采用高镍 8.0 以上 3042B 板,表面光洁美观、易清洗
耐腐蚀性强:表面有致密氧化层,耐腐蚀性能优越,密封性能好
抗冲击抗震:抗冲击性能大,抗震性能强
水箱附件材料采用普通碳素钢板及型钢制作,采用 LB304NI8.0 型焊条焊接,质量应符合现行标准《碳素结构钢》和《碳钢焊条》的规定
箱顶、箱壁、箱底的 LB304 不锈钢板拼接均采用对接焊接:
顶板为 I型焊缝
底板及侧壁为 V型焊缝
其他焊接为贴角焊缝
焊缝之间不允许有十字交叉现象,且不得与加强肋重合
焊机采用 LB-2-300型 不锈钢水箱专用焊机,具备电焊和氩焊功能
水箱制作完毕后,将水箱完全充满水,经 2~3小时 后,用重 0.5~1.5千克 的锤铅沿焊缝两侧约 150毫米 处轻敲,不漏水为合格。若发现漏水,须重新焊接,再进行实验。
| 类型 | 规格范围 | 备注 |
|---|---|---|
| 方形拼装水箱 | 0.5T - 2000T | 可依据客户需求承接特殊制作 |
| 圆形水箱 | 0.5T - 200T | 可依据客户需求承接特殊制作 |
灵活、合理的板形设计可适应各种尺寸组合的容器。
关闭进水阀,打开排污口阀门,将水箱中的水排干净
通过爬梯进入水箱
用干净拖把或抹布对水箱周边和底部进行清洗。底部积垢严重的,可用软毛巾加清洁剂擦洗
打开进水阀门,放入适量清水冲洗桶壁及底部,使污垢从排污口排净,必要时可反复多次
关闭排水口阀门,打开进水阀门,让水箱重新装满水,清洗工作结束
不锈钢水箱具有重量轻、耐腐蚀、耐高温、强度高等优点。定期按上述步骤清洗,可有效延长使用寿命。
由于工业及生活用水中普遍含有氯离子(Cl⁻),金属制热水容器常年处于80℃以下含Cl⁻水的腐蚀环境中,容易发生局部腐蚀(电化学腐蚀),尤其是焊接区因经受过高温加热,组织及性能劣化,抗腐蚀性能降低,最易发生腐蚀渗漏。
补焊:难度较大,受热应力影响可能造成更大损坏
刷环氧类耐腐材料:因表面粘结力和膨胀系数等性能影响,可能出现龟裂、剥离,再次加重腐蚀
采用高分子复合材料(如美嘉华1321系列)进行修复,具有抗化学腐蚀、粘结性能好等综合优势,可快速、简单、有效保护设备,修复后设备寿命甚至可超过新设备。
操作步骤:
表面处理:用角磨机清理漏水部位表面水垢,直角焊缝位置用电磨清理,用砂纸仔细清理露出金属原色,再用无水乙醇彻底清理表面
调和材料:将 1321材料 按 3:1 比例调和并搅拌均匀,直到没有色差
涂抹材料:将调好的材料重点刷涂保护焊缝部位,再用材料大面积防腐保护
固化时间:24小时 / 24℃(材料温度)。材料温度每提升11℃,固化时间缩短一半,但提升温度不得超出材料的承受温度